
Cost-effective optical sensor for your process!
The ITM-51 optical sensor features a compact, modular design for flexible, cost-effective application customization. It offers expanded pressure, temperature, and measurement ranges for demanding process environments. This optical sensor goes beyond traditional turbidity sensor applications. The ITM-51 optical sensor improves process performance while supporting long-term sustainability goals.

Applications:
- Phase separation of products (whey-cream-milk)
- Water flush control
- Separator control
- CIP-pre-rinse control
- Yeast harvest in breweries
- Product quality control
Features:
- Compact, modular design
- Extended temperature and pressure capabilities
- Measurement is not influenced by color (wave length 860 nm)
- High reproducibility: ≤ 1 % of full scale
- Selectable output units (%TU, NTU, EBC)
- Extended measurement range: 200…300.000 NTU equivalent
Product Specifications:
- Open, freely flushing design cleans easily and provides fast reaction to product changes.
- CIP-/SIP-cleaning up to 140 °C (284 °F) / maximum 120 minutes
- 3-A compliant Tri-Clamp process connection
Enclosure Materials:
- Product contacting materials compliant to FDA
- Sensor made of stainless steel
- Optics made of high resistant sapphire
- Process connection G1/2″ hygienic, Tri-Clamp or Varivent,
adapters available for milk pipe (DIN 11851), DRD, APV et al.
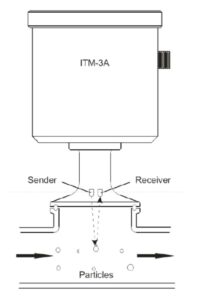
Principle of Operation
- Infrared LED emits light into the media through the sapphire lens
- Receiver measures the amount of light reflected back by particles suspended in the media
- A signal is generated that is proportional to the amount of particles = relative turbidity
- The relative turbidity is based on the Negele calibration standard and is displayed in %TU, NTU or EBC